





Sõltumata mehaanilisest ja varustusest tuleb ohu vältimiseks enne käivitamist teha ülevaatus ja ettevalmistus.räägime plastikust väljapressimismasina ettevaatusabinõudest.
1.Enne plastikust ekstrusioonimasina sisselülitamist on temperatuur umbes 40–50 minutit ja seejärel käivitatakse madalal kiirusel.Kontrollige kruvi, kas on erandeid, elektrimootoreid, ampritabeleid ja muid voolusid.Ekstruuderi tavalist tootmisprotsessi tuleb pidevalt täiendada;operaator peab tootmistoiminguid tehes kohandama erinevaid temperatuure vastavalt plasti erinevatele omadustele.
2.Kui plastikust ekstrusioonimasin töötab normaalselt, peab seadme masina temperatuur olema stabiilne ning see ei tohi langeda kõrgele ega madalale.Süütamisavade lähedal, kuni matriitsipea temperatuuri seadistustemperatuur saavutab seatud temperatuuri, ei tohiks õhu pöörlemisaeg olla liiga pikk, et vältida kruvi tünniga hõõrumist.
3. Lisage söötmine järk-järgult, plastist ekstrusioonimasina sööt peaks olema ühtlane.Plastikust ekstrusioonimasinas oleva materjali kiirus on korralikult sobitatud toitekiirusega.Vastasel juhul mõjutab see osakeste kvaliteeti ja väljundit.
4. Juhuslike vigastustega seotud õnnetuste vältimiseks pole vormi ette lubatud.
5.Pärast plasti väljapressimist on vaja ekstrudeeritud esemed aeglaselt reguleerida vaakumjahutusseadmesse, veoseadmetesse ja need seadmed eelnevalt sisse lülitada.
6. Seejärel reguleerige iga linki normaalseks.
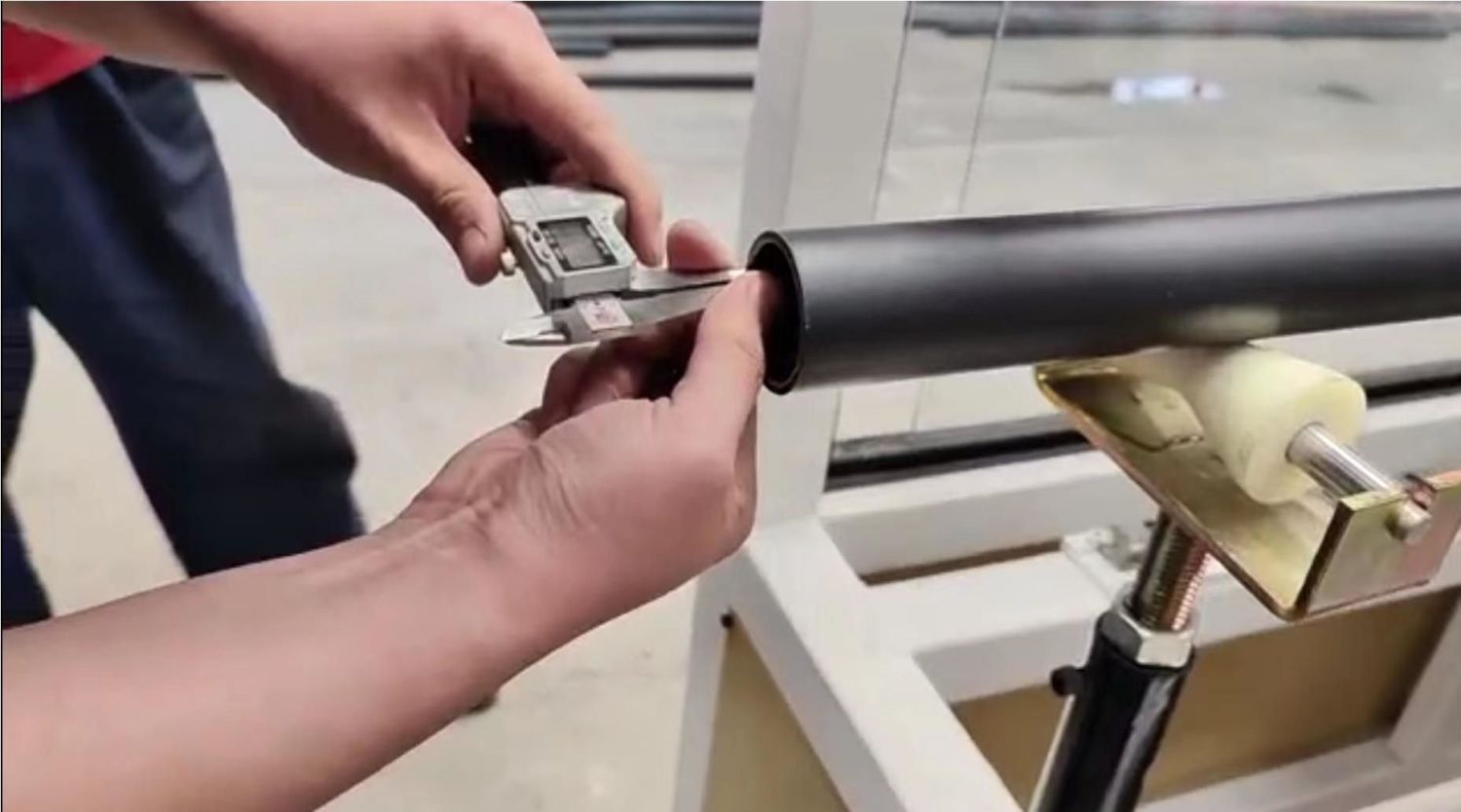
7. Proovide lõikamisel kontrollige, kas välimus vastab nõuetele, kas suurus vastab standardile, ja tuvastage kiiresti, kas jõudlus vastab standardile, ja seejärel kohandage ekstrusiooniprotsessi vastavalt kvaliteedinõuetele, et see vastaks toote standardnõuetele.



Postitusaeg: 16. märts 2023






